

IOH/POH periodicity of ICF coaches:
(Rly Bd letter No.2007/M(C)/141/1 Dated: 26.09.2008 & 06.08.2009)
D.O.No.2007/M/(C)/141/1 dated: 12.02.2009 by MM to all CMEs

Note: The concept of C schedule in
the depots, hitherto being followed on the Railway, maybe done away with and replaced by an IOH as under.
The bogies must be rolled out and IOH schedule carried out on the bogies in the coaching depot itself with mandatory replacement of overhauled wheel sets supplied by the workshops. The attended bogies must then be provided in the same coach. The IOH schedule is applicable to all new ICF design coaches irrespective of the train category being serviced by them.
Unit exchange of overhauled bogies supplied by the workshops must be ensured.
The Bogies must be rolled out and the IOH schedule carried out on the bogies in the depot itself retaining the wheel sets, unless specific attention or change is warranted on the wheel sets. The attended bogies must then be provided in the same coach.
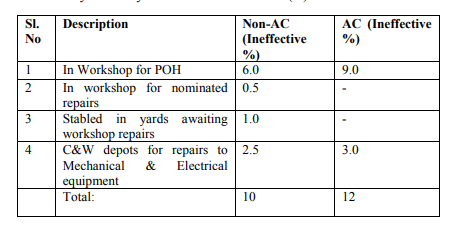
MAXIMUM ALLOWABLE INEFFECTIVE PERCENTAGE
Authority: Railway Board Letter No: 86-M/(N)/951/7 of 26.6.87

Following are the few items that Workshop shall ensure during POH:
- The lowest permissible wheel diameter for a coach turned out after POH shall not be less than 837 mm.
- If the buffer height requires adjustment, the load on the axle box springs should be released and the packing rings in halves shall be inserted below the axle box springs. The total height of primary springs and compensating rings should not exceed 295 mm. There should be a minimum clearance of 40 mm between the axle box wing lugs and their safety straps.
- The clearance between the axle box crown and the bogie frame should thereafter be adjusted as per the table given below:



There shall not be any leakage of oil from the side bearer. Hard ground plate in side bearer, should not be worn more than 1.0mm in thickness or ridges formed on the plate. Bronze wearing piece for side bearer, should not have worn more than 1.5 mm in thickness. Sharp edges on wearing piece should be rounded off before re-use. Dust seal cover shall sit effectively all around without any gap on the oil-bath and the sleeves slide freely on the guide to ward off dust and moisture coming in contact with the oil. The oil filling plugs should be well secured by chain to prevent it from dropping.
Equalising stay pins should not be worn more than 1 mm in dia (31 mm standard), all the bushes and washers to be replaced. Maximum dimensional clearance between the pins and bushes of brake gear should be within 1.5 mm. springs shall be subjected to load test and grouped as per the following tables.


Combined load deflection test is done
As per RDSO letter No. MC/MV dtd: 21.11.2001
The maximum diametrical clearance between the lower spring seat and guide bush should not exceed 1.6 mm. The bogie should sit evenly on the four axle boxes. The assembled bogie should be tested for normal working load and the bogie frame lugs and bogie bolster should be adjusted so as to ensure a minimum clearance of 40 mm between the lugs and bottom of safety straps.
After placing the wearing plate and wearing piece in side bearer oil-bath, each side bearer oil-bath should be filled with 2 litres of any of the following approved brands of oils.
Servoline – 100 of IOC
Yantrol – 100 of HPC
Bharat univol – 100 of BPC
Apply graphite grease on Centre pivot pin
Shock absorbers should be given a schedule overhaul, or after 4 lakh kilometers or alternate POH, whichever is earlier. The shock absorber is tested on the special purpose machine which can measure its capacity in both tension and compression by developing the resisting force at a velocity of 10 cm/sec.
Variation in diameter of wheel should be within tolerance as given below;
- On the same axle 0.5 mm
- On the same bogie 5 mm
- On the same coach 13 mm
Draw hooks and screw coupling (Stc. 60-61) should be tested at 60t and those of IS:5517 Gr. 35Mn6Mo3 should be tested at 75 t respectively.
There should be no permanent set after release of load. The draw bar should not have dimensional distortions and damaged threads. The draft key should not be bent or worn out. All the draw bar and hook should have been tested by magna-flux for surface cracks. Draw bar (Stc. 60.61) should have been load tested at 39.5 t and those of (IS 5517 Gr. 35Mn6Mo3) at 60t. There should not be any permanent deformation. The draft pads which are bulged, perished or having set to a length below 186 mm should be changed during POH (New Rubber draft pad pack to STR No.C- 9501 (Rev.2) free height along with parting plates is 208 mm and 196 mm pre compressed length is achieved after tightening the castle nut).The pads should be changed invariably as a set every alternate POH, and all the in a draw bar assembly should be from a single supplier. Draft Yoke should be free from welding cracks distortions.
The wear on the following locations shall be within the limits given below;

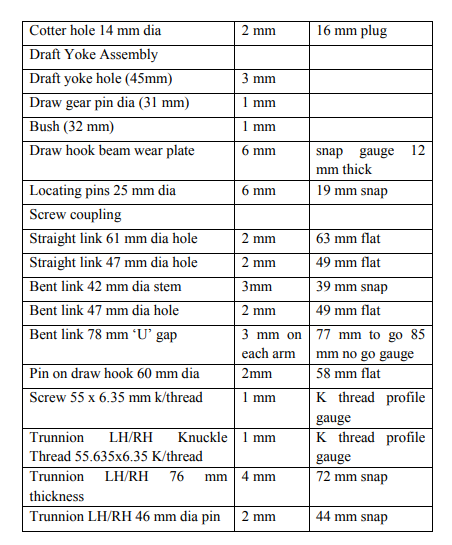
The projection of the shoulder on the draw hook from the head stock after assembly should be within 92 mm – 120 mm.
The buffers should not be cracked or damaged/deformed. in buffer casing to SK 94043/94044. Rubber buffer pads should be changed if perished, or permanently set to a length below 424 mm. The pads has to be replaced as a set every alternate POH. The set should not be formed from different supplies. (Free height of rubber buffer pad pack consisting of 16 pads to STR No.9501-Ref 2 by adding required parting plate should be 484+/-2 mm. After assembling and tightening of the M39 nuts on the buffer spindle to achieve buffer projection of 635 +/- 2, the pre-compression of rubber pads along with parting plate will be 439 +/- 2 mm).
The wear limits are given in table



No comments:
Post a Comment